Cetakan injeksi plastik
Pendingin adalah parameter yang paling penting ketika berbicara tentang mengurangi waktu siklus, beberapa teman saya yang sangat tertarik dengan cetakan injeksi masih bingung bagaimana merancang sistem pendingin dalam cetakan injeksi, sebelum membicarakan desain yang optimal, pertama kita harus terbiasa dengan istilah dan standar desain. Itu akan digunakan
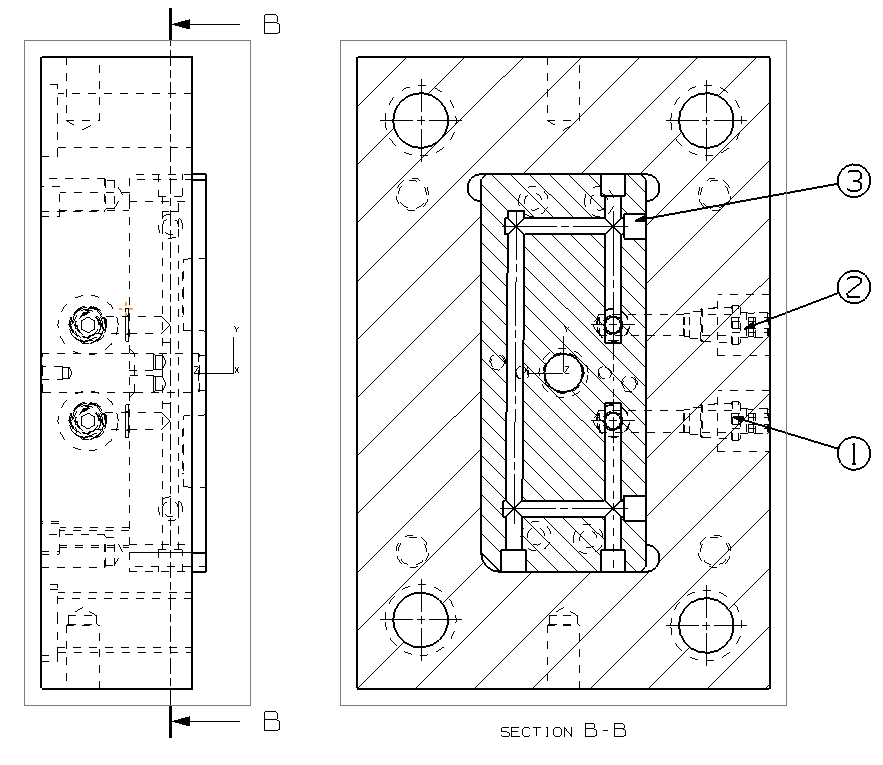
Layout Pendingin Dasar
Pada prinsipnya, suhu yang lebih seragam di rongga, semakin baik produk yang dihasilkan, proses perpindahan panas yang lebih seragam dan cepat selama proses solidifikasi terjadi, semakin cepat proses pendinginan, dan tentu saja semakin cepat waktu siklus yang terjadi. Perancangan, untuk menjaga agar proses pendinginannya cepat dan saluran pendinginan yang seragam harus dicari lebih dekat ke dinding produk, terutama untuk daerah dinding yang tinggi dan tebal. Oleh karena itu saluran pendinginan rongga sangat penting.
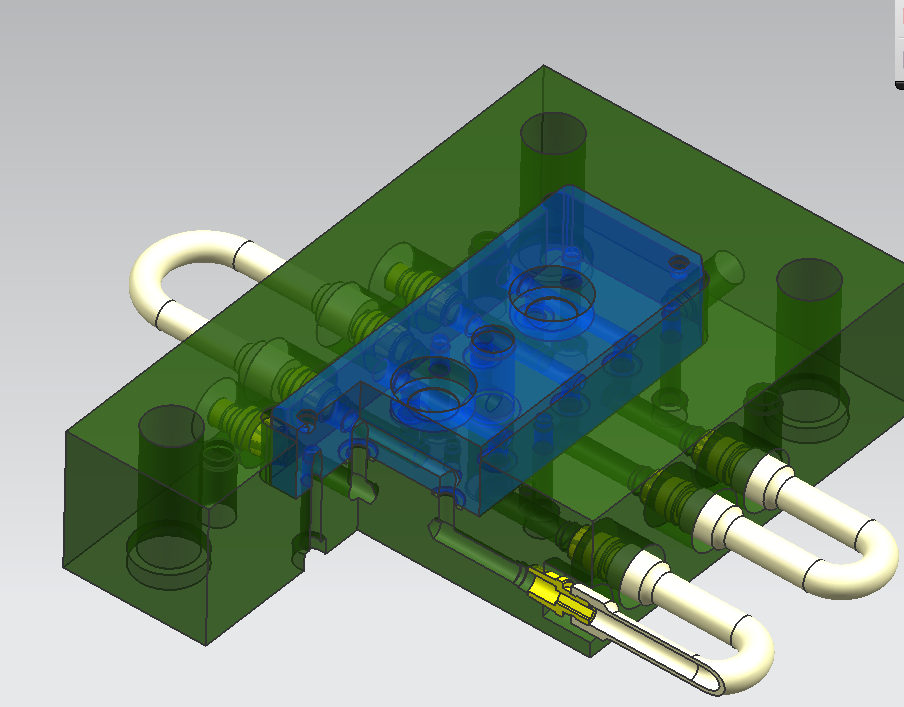
Pada gambar di atas, adalah contoh koneksi basic cooling layout, bagiannya adalah
A. rongga berwarna dengan warna biru
2. hijau adalah dasar cetakan
3. kuning adalah konektor sendi pendingin
4. putih adalah sambungan selang untuk menghubungkan konektor sambungan pendingin
Di sisi kiri cetakan pada gambar di atas, kita melihat dua pasang sumbat sendi pendingin (warna kuning) di sisi itu, adalah untuk input dan output dari basis cetakan pendinginan dan saluran pendinginan dari mesin.
Rectangle Like Layout
Tergantung satu tata letak pendinginan yang menjadi favorit disekitar produk, karena proses pengeboran harus lurus, maka bentuknya berbentuk persegi panjang, kecuali dalam bentuk gear melingkar yang akan dipertahankan.